Electro-abrasive polishing is a method of adding current density of 0.1A/cm2
order, while abrasive polishing under pressure of 5〜20kPa.
At this current density, electrolytic dissolution does't occur because
of thick passive oxide layer, therefore surface roughness hardly improve.
At this time passing abrasive remove passive oxide layer, then it occurs
high efficiency electrolytic dissolution.(fig-3)
By passing abrasive on convex part, electrolytic dissolution increases
at convex part, on the other, concave part remain unprocessed.
Then surface roughness is improved rapidly.
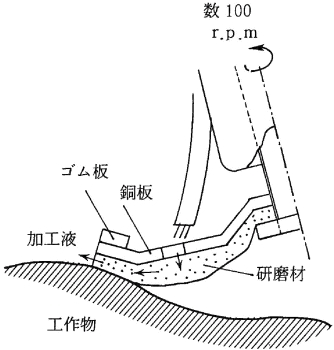
Rotating disk type tool is used for flat or curved suface of work.
Oscar type polisher is used for high flat suface besides high surface
roughness.
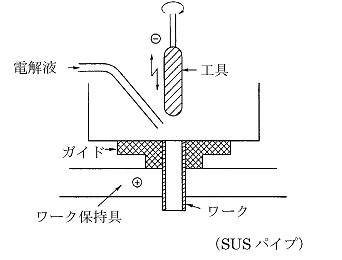
In case of small size circular cylinder, tool is given piston motion
addition to rotating(fig-6)
By Electro-abrasive polishing, you can get mirror surface of 3〜5
nmRa level from milling surface of 2〜3μmRy in several minutes.
In case of settling of good condition, super mirror suface of 1nmRa(0.001μmRa)can be obtained.
Next page shows some example of data by Electro-abrasive polishing
for a flat plate and inside of a pipe.
New Electropolishing -1-
"Electro-abrasive Polishing" -nano meter level mirror surface-
several hundred rpm
nozzle
abrasive
abrasive
electrolytic solution
holding down force
rotation
electrolytic solution
tool electrode
polishing pad
movement
viscoelastic suspension
rubber plate
copper plate
electrolytic dissolution
electrolytic solution
guide plate
insulator
surface plate
abrasive
work
work holder
pipe
work
work
work piece
passive oxide layer